加工中心刀棒定位程序如何编写置顶

在我干产品零件的过程中,经常使用刀棒来定位,使用起来非常的方便,而且操作和程序也非常的简单,再次记录一下,分享给有需要的朋友。首先装一个刀棒(图片中的刀棒是将倒角刀反过来装夹的),按照我们正常的操作对刀将对刀的数值输入对应的长度补偿中,对完后先不要把刀棒抬起来,现将相对坐标Z归零将刀棒手动的摇到我们...
简单薄板小零件加工总结
零件尺寸为69*39*3毫米这款零件我优先考虑的装夹方式是吸盘排版加工(一出20件),由于数量太少(一共35件)后面的产品又用不到吸盘,为了这么一款工件装吸盘太麻烦了,后面改成锁螺丝的加工方式了在毛坯料的中间和四个角做了一个6.5的孔,锁M6螺丝。开粗底面留0.3余量,精加工底面留0.1余量,加工完...
虎钳加工长条形零件如何减少变形
最近加工了一款细长条形状的零件,零件尺寸为345*22*12.5,听老板说以前的师傅加工出来后工件变形比较严重,最后还是通过整形才达到客户的要求。之前我也在博客分享过“有平面度 平行度要求的板类零件加工技巧”,感兴趣的朋友也可以去看看。这款长条零件我采用虎钳夹的方法加工出成品,在此记录分享一下控制变...
一出多小零件加工分享
昨天加工了一款比较小的产品零件,在此记录一下该款零件的加工工艺。工件的尺寸较小,为了方便提高加工效率和更好的装夹产品,所以采用虎钳夹加排版的加工工艺(一出四件)反面加工依然使用虎钳夹的方式(夹持工件2毫米),定位采用的是刀棒定位的方式加工,刀棒定位的代码是手动编写的,如果想了解如何手动编写刀棒定位的...
加工中心切削液对攻丝的影响
最近加工一批产品零件,客户对尺寸的要求不高,但是对螺纹有要求(检测全部过通止规,螺纹底孔按照标准径加工)。铝件攻丝我使用的是挤牙丝攻,攻完牙的产品部分底孔偏大(挤牙M4打孔用的3.65的合金钻),攻牙不稳定。后面无奈换成螺旋(直槽)的切削丝攻, 螺纹加工依旧不稳定,还很容易断丝攻。而且我在加工中发现...
CNC加工散热器参数总结
最近打样了一批散热器的样件,数量并不多,散热片的加工都是用(1毫米 1.5毫米 2毫米 )铣刀加工的,加工的机器为三线850加工中心(最高转速10000-12000)经过测试加工效果比较的稳定。所以在此处记录总结一下备忘。上图散热器槽宽一毫米,使用1毫米深沟铣刀(避空+刃长总4毫米),加工参数为Z向...
自用UG三轴自动换刀后处理备份
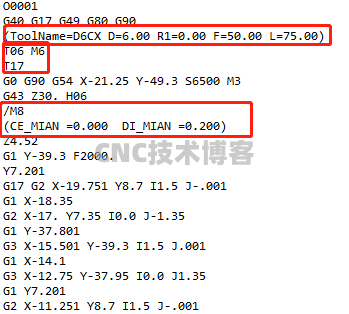
这个ug的三轴后处理已经使用了三年多了,这款后处理个人在法兰克、三菱、新代系统的机床上面都使用过,经过长时间的实践验证安全、实用、可靠。此款后处理能够识别刀具信息,带备刀,能够读取程序中的侧面余量和底面余量能够输出M00暂停指令攻丝支持输出螺距同时支持T型刀刀路输出等等特点程序结束M98调用6666...
研磨玻纤材料CNC加工思路总结
零件的形状如上图所示,加工数量有5件。研磨玻纤这个材料是我第一次接触,材料的加工特性并不清楚,零件红色部分厚度只有55丝,容易震刀,保证不了厚度,所以在此记录总结一下。研磨玻纤加工的刀具我是用的钢用铣刀加工的,加工的参数是比加工45钢的参数快一点,开粗使用的是自适应铣削,开粗对刀具的磨损不大。下面总...
UG三轴加工冰墩墩图档及其程序记录
最近公司的业务也不是很忙了,利用闲时间加工三轴加工中心加工了冰墩墩,在此分享一下加工思路。加工的图档也是从网上下载的,为了便于我这边加工我把图档缩小了(毛料尺寸55*55*30),加工工序正反两序。一序:先加工墩墩背面。二序:加工正面对底抬高24.93,XY坐标分外框即可。(一序外形尽可能加工准确,...
Ug两个相似的产品如何快速找到不同处
在加工板类零件的时候,后续客户对图纸做出了变更,局部地方有一些特征的改变,有的时候并没有在图纸上做出明确的标注。所以我需要快速找出与之前零件不相同的地方,这个将之前的程序稍加修该即可,能有效提高我的编程强度。所以在此分享一下,我是如何操作的。UG在分析菜单栏下面有一个模型比较的命令,选择我们需要比较...


- 热评文章
-
2 评论UG编程加工

1 评论产品编程
1 评论工作总结
1 评论工作总结

1 评论UG安装入门
- 标签列表
- 最新留言
-
- 学到了,感谢博主
- 料的原因,是Q235吧,这种料比较粘,余量留少了还不行,我一般留0.1,转速1000F55,,你可以试试,我也试过转速300F30
- 看一下镗刀刀尖圆弧,可能磨损不锋利了,不是正常切削,有点儿碾压,所以看上去还有点黑、亮
- 来串个门,欢迎回访!
- 微信号:chenchunyu00
- 站长,留个v呗,探讨一下这个行业
- 点击部件导航器,展开非时间戳记几何体[img]https://www.cncjishu.com/zb_users/upload/2023/06/20230626202238168778215826112.png[/img]把里面的坐标系右键隐藏即可[img]https://www.cncjishu.com/zb_users/upload/2023/06/20230626202311168778219112659.png[/img]
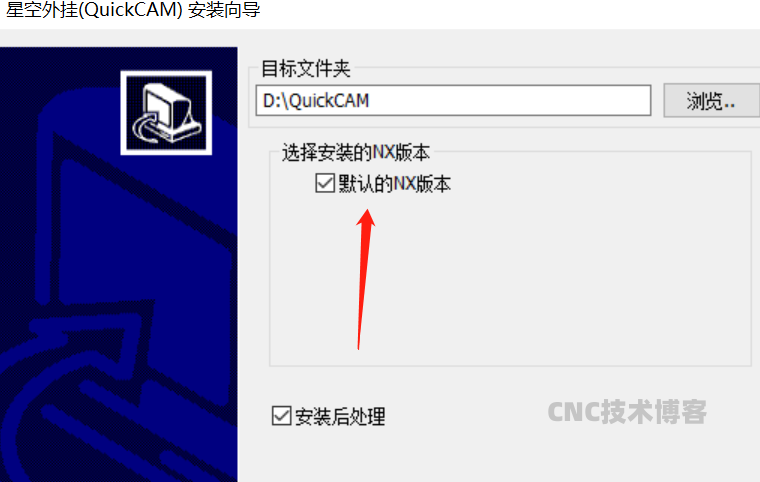
- 按照网站教程安装星空7.9的时候,发现星空**无法正确打开,在启动UG的时候**会报错,需要把环境变量修改一下。D:\QuickCAM\NX10.0修改为D:\QuickCAM\
- 被教程误导的兄弟对不起了,非常的抱歉
- [img]https://www.cncjishu.com/zb_users/upload/2023/06/20230618214055168709565528951.png[/img]像上图这种带中文的图标是自己定制的模板,有兴趣的可以在网上搜索一下模板的制作,抖音和B站上面都有很多的教程,自己看视频自己制作一个即可
- 控制面板